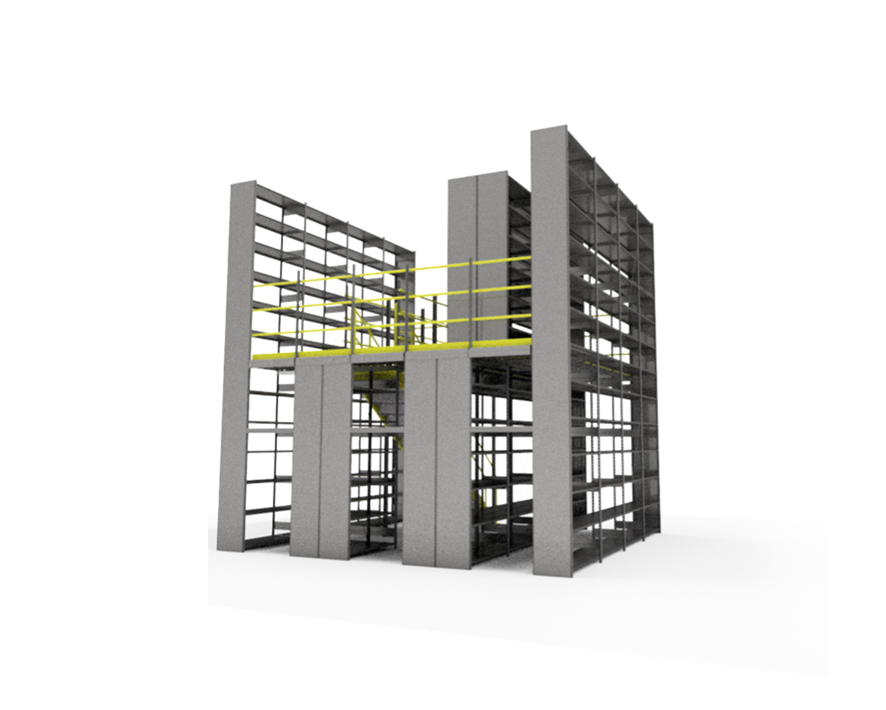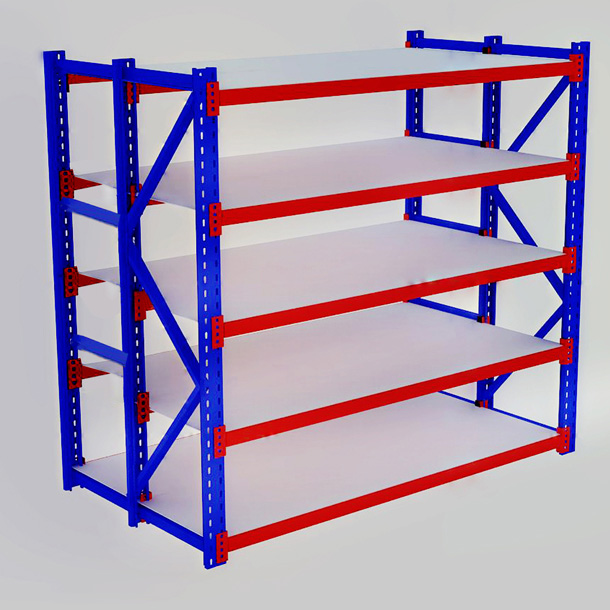

A versatile storage solution designed for efficient unit storage in warehouses and distribution centers. It employs a First In First Out (FIFO) system.
Available from 1 seller View Seller Profile
A versatile storage solution designed for efficient unit storage in warehouses and distribution centers. It employs a First In First Out (FIFO) system.
Features:
Continuous Belt: The conveyor features a continuous looped belt made of durable materials, capable of handling various loads, sizes, and types of materials.
Drive Mechanism: Equipped with a power-driven pulley system, the belt conveyor efficiently moves items along its path, allowing for controlled and precise transportation.
Adjustable Speed and Direction: Many belt conveyors offer adjustable speed settings and the ability to change direction, providing flexibility in adapting to different material handling requirements.
Benefits:
Efficient Material Flow: Enables the smooth and continuous transportation of goods, optimizing material flow and reducing bottlenecks in production or logistics processes.
Versatility: Suitable for a wide range of materials, from small components to bulk items, making it a versatile solution for diverse industries such as manufacturing, mining, and distribution.
Space Optimization: The compact design of belt conveyors allows for efficient use of space, facilitating seamless integration into existing production or warehouse layouts.
Applications:
Manufacturing: Integral in production lines for the automated movement of raw materials, components, or finished products between different stages of the manufacturing process.
Mining and Quarrying: Used to transport bulk materials such as minerals, gravel, and aggregates over long distances, enhancing efficiency in mining and quarry operations.
Warehousing and Distribution: Facilitates the movement of goods within warehouses and distribution centers, aiding in the loading and unloading of trucks and optimizing storage space.
A Belt Conveyor is a fundamental component of material handling systems, serving as a mechanized solution for the efficient transportation of goods from one point to another. This versatile conveyor system consists of a continuous belt, powered by pulleys, which moves items along a designated path, making it an integral part of various industrial and commercial applications.
The Belt Conveyor is a critical component of material handling systems, featuring a continuous looped belt driven by pulleys for efficient transportation of goods. Its versatility allows for handling a wide range of materials, making it essential in manufacturing, mining, and distribution. Adjustable speed and direction contribute to its adaptability, while its compact design optimizes space utilization.
A versatile storage solution designed for efficient unit storage in warehouses and distribution centers. It employs a First In First Out (FIFO) system.
Update Quantity
Year-long Helpdesk
Verified Sellers
Easy Payment
Warranty Policy
Return Policy
Most searched products by our customers.
Read and Explore More about Warehousing.